Saldatura testa a testa
Introduzione
Le macchine della serie PT sono in grado di saldare tutti i tipi di tubi, raccordi e cartelle oggi esistenti in commercio, di seguito sono elencate le varie tipologie di saldatura possibili:
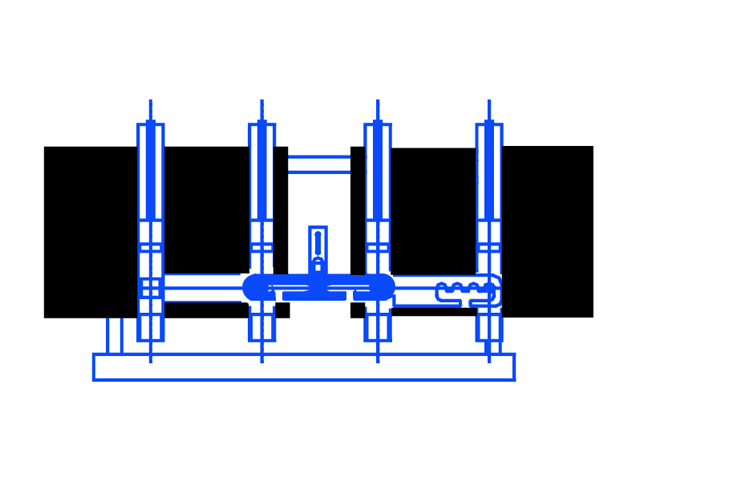
1) Saldatura tubo con tubo con la configurazione originale.
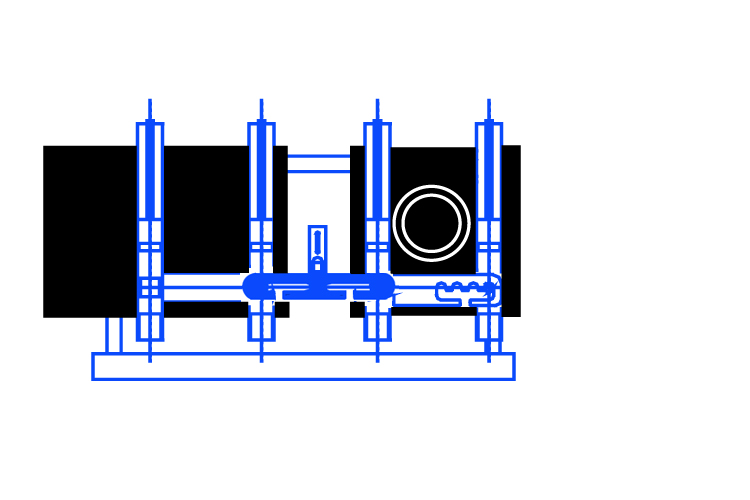
2) Saldatura tubo con raccordo codolo lungo con la configurazione originale.
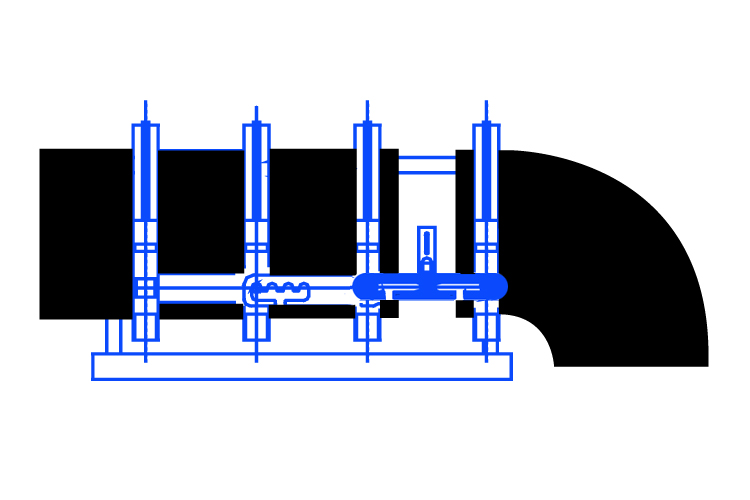
3) Saldatura tubo con raccordo o con curva a codolo corto, per effettuare tali saldature è necessario togliere le stecche distanziatrici ed utilizzarle per fissare la morsa mobile al carro mobile. Per facilitare il fissaggio delle curve a codolo corto si consiglia l’uso di una morsa superiore smussata.
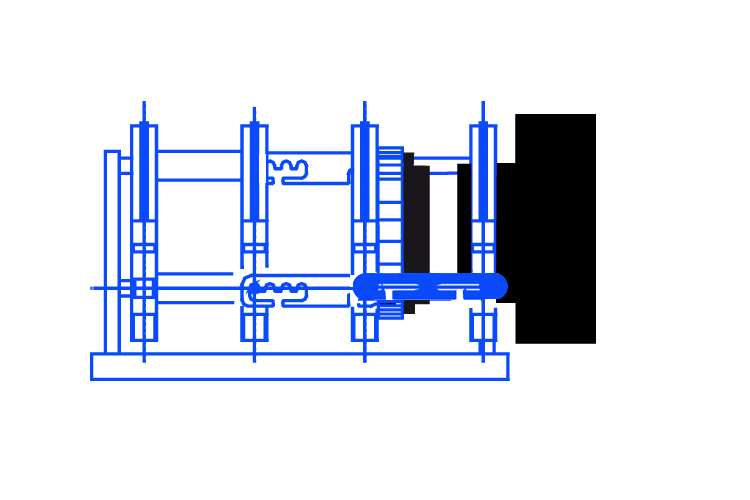
4) Saldatura raccordo con cartella; la configurazione del corpo base è uguale alla precedente, per la saldatura delle cartelle a codolo corto è necessario l’apparecchio saldatura cartella composto da un disco in alluminio sulla cui superficie sono punzonati i diametri esterni delle cartelle e da quattro morsetti scorrevoli negli appositi alloggiamenti. I morsetti vengono bloccati sul segno corrispondente al diametro mediante bulloni. La cartella viene fissata all’accessorio avvitando le quattro viti in modo che vadano a premere sulla sua superficie esterna garantendone il bloccaggio. L’apparecchio per la saldatura delle cartelle è provvisto di un anello che ne permette il montaggio in una qualsiasi delle morse
5) Saldatura tubo con cartella, in questo caso si possono effettuare le saldature con due configurazioni.
6) Saldatura tubo con cartella, in questo caso si possono effettuare le saldature con due configurazioni.
Posizionamento e preparazione della saldatrice
Durante l’utilizzo nei cantieri si suggerisce l’ uso di apposite rulliere per facilitare lo scorrimento dei tubi da saldare e per non sottoporre la macchina a sforzi eccessivi.
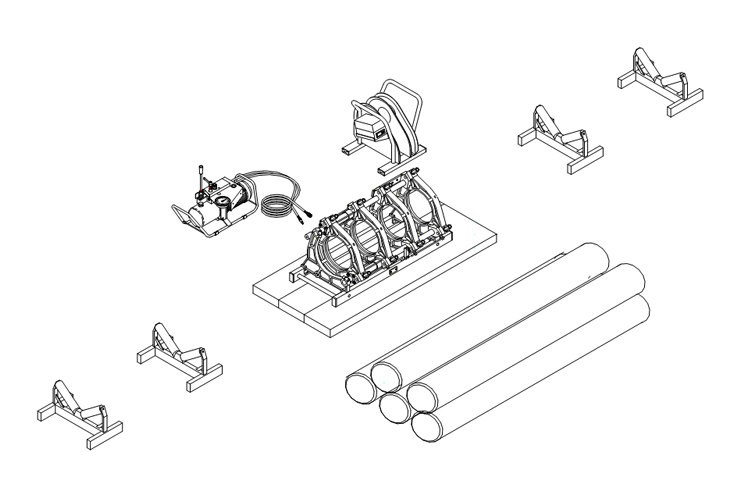
Posizionare i componenti della macchina su una superficie piana e regolare, se necessario utilizzare dei pannelli di legno. La disposizione consigliata degli elementi è mostrata in figura.
Collegare la centralina idraulica al corpo base con gli appositi innesti rapidi.
Collegare la centralina, la fresa e la termopiastra al punto di alimentazione dopo essersi assicurati che la tensione di alimentazione corrisponda alla loro tensione nominale entro un 10%.
Attenzione il termoelemento comincia a scaldarsi !
Regolare la temperatura del termoelemento in funzione dello spessore del diametro e del materiale del tubo da saldare (vedi tabelle allegate nel manuale).
Selezionare le riduzioni corrispondenti al diametro del tubo da saldare (il valore del diametro è punzonato sulle riduzioni stesse),
montare gli otto semianelli inserendoli nelle cave di alloggiamento delle morse fissandoli con le apposite viti.
Ogni serie di riduzioni comprende due semianelli “stretti” per facilitare la presa di raccordi a codolo corto.
Allineamento e fresatura
Predisporre il carrello mobile in posizione di completa apertura.
Togliere le morse superiori allentando i dadi di serraggio.
Posizionare i due tubi/raccordi da saldare avendo l’accortezza di lasciare uno spazio sufficiente per l’introduzione della fresa, rimontare le morse superiori e serrare i dadi.
Controllare l’allineamento dei tubi/raccordi avvicinando le superfici da saldare, eventuali disassamenti possono essere corretti agendo sui dadi di serraggio delle morse centrali o facendo ruotare i tubi. Il disassamento massimo non può superare il 10% dello spessore del tubo/raccordo fino ad un massimo di 2 mm.
Pulire le estremità dei tubi/raccordi togliendo completamente ogni traccia di polvere e sporco, pulire eventualmente con un adeguato detergente.
Introdurre la fresa tra le superfici da saldare inserendola negli appositi alloggiamenti del corpo base, inserire la spina di sicurezza e avviare il motore.
Avvicinare lentamente le estremità dei tubi/raccordi da saldare alle lame della fresa che inizieranno ad asportare del materiale, se ciò non avvenisse aumentare leggermente la pressione (un aumento eccessivo può comportare la bruciatura del motore). La fresatura si può ritenere terminata quando i trucioli escono in maniera continua e omogenea su entrambi i lati e la larghezza del truciolo è pari allo spessore del tubo/raccordo. Spegnere la fresa e riporla nell’apposita custodia.
Portare a contatto le superfici da saldare e verificare che l’eventuale distacco sia inferiore ai limiti riportati nella tabella sottostante.
| Diametro Esterno (mm)</= 400> 400 | Luce Massima (mm)0.51.0 |
Rilevamento della pressione di inerzia
Prima di iniziare il ciclo di saldatura è necessario rilevare il valore dela pressione di inerzia, tale valore deve essere sommato alle pressioni di saldatura delle tabelle contenute nel mauale. Il valore della pressione di trascinamento dipende dalla condizioni operative di saldatura (es. lunghezza e peso del tubo da trascinare, condizioni generali della macchina, temperatura ambiente di lavoro, ecc).
Come rilevare la pressione di trascinamento?
- Aprire completamente i carri della macchina agendo sulla leva come indicato nel manuale.
- Ruotare a finecorsa in senso antiorario la manopola-regolatore di pressione.
- Ruotare a finecorsa in senso orario la leva-by-pass di pressione.
- Portare la leva nella posizione di chiusura carri (i carri non si chiudono essendo la pressione nulla).
- Ruotare lentamente in senso orario la manopola-regolatore pressione fino a quando i carri cominciano lentamente a muoversi.
- Durante il movimento dei carri leggere sul manometro la relativa pressione (=pressione di trascinamento).
Il ciclo di saldatura
PER LA BUONA RIUSCITA DELLE SALDATURE LA MACCHINA DEVE ESSERE UTILIZZATA SOLAMENTE DA PERSONALE OPPORTUNAMENTE ADDESTRATO.
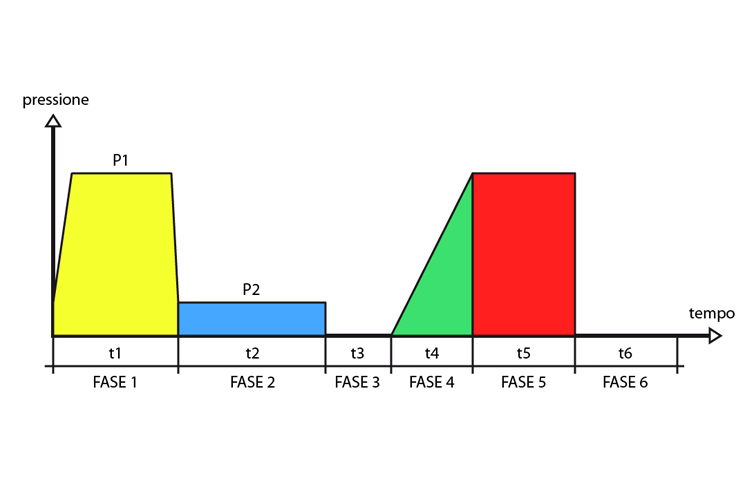
Il ciclo di saldatura si divide in 6 FASI ben distinte:
FASE 1 Accostamento e preriscaldamento (in pressione)
Inserire la termopiastra tra gli elementi da saldare, ruotare lo stacco termopiastra verso l’interno macchina incastrandovi la forcella d’ appoggio. aumentare la pressione di spinta agendo sulla leva e con la leva del distributore in posizione di aggancio. Il valore della pressione che si sta esercitando è leggibile sul manometro in bar .
Questa fase termina dopo un tempo t 1 non appena compare sulle estremità da saldare un anello di materiale fuso la cui larghezza è indicata nelle tabelle di saldatura.
FASE 2 Riscaldamento
Comparso l’ anello fuso la pressione viene ridotta ruotando la leva in senso antiorario e mantenuta costante per un tempo t 2
FASE 3 Rimozione del termoelemento
Trascorso il tempo t 2 si deve portare a zero la pressione (ruotando la leva E in senso antiorario) e si devono allontanare velocemente (portando la leva del distributore in posizione di apertura) le due facce dei tubi da saldare dalla termopiastra per permettere la rimozione del termoelemento. E’ importante verificare che lo stacco termopiastra si sia posizionato verso l’ esterno macchina dopo aver tolto il termoelemento.
Riavvicinare le due superfici da saldare chiudendo i carri e agendo sulla leva-by-pass per ottenere una pressione leggermente superiore alla pressione di trascinamento ( in modo da non avere una brusca fuoriuscita di materiale nel momento del contatto tra le due superfici).
FASE 4 Raggiungimento della pressione di saldatura
Avvenuto il contatto tra le due superfici da saldare la pressione deve essere portata in modo graduale e continuo al valore di pressione P5 della FASE 5 in un tempo t 4 ruotando la leva-by-pass in senso orario e con la leva del distributore in posizione-chiusura carri
FASE 5 Saldatura in pressione
Il valore di pressione raggiunto nella fase precedente, va mantenuto per un tempo pari a t 5. Durante questa fase la leva del distributore va portata in posizione neutra poiché il valore di pressione è mantenuto anche a motore spento.
Eseguita la saldatura prima di allentare le morse superiori si deve portare la pressione a zero.
FASE 6 Tempo di riposo o raffreddamento (fuori dalla macchina)
Terminata la fase di saldatura in pressione e tolto il manufatto dalla macchina, è buona norma attendere un ulteriore periodo di tempo t 6 (minuti) prima di sollecitare la saldatura (messa in pressione , trasporto gravoso o altro).