Soudure bout à bout
Introduction
Les machines de la série PT sont capables de souder tous les types de tubes, raccords et évasements existant sur le marché aujourd'hui, les différents types de soudage possibles sont listés ci-dessous :
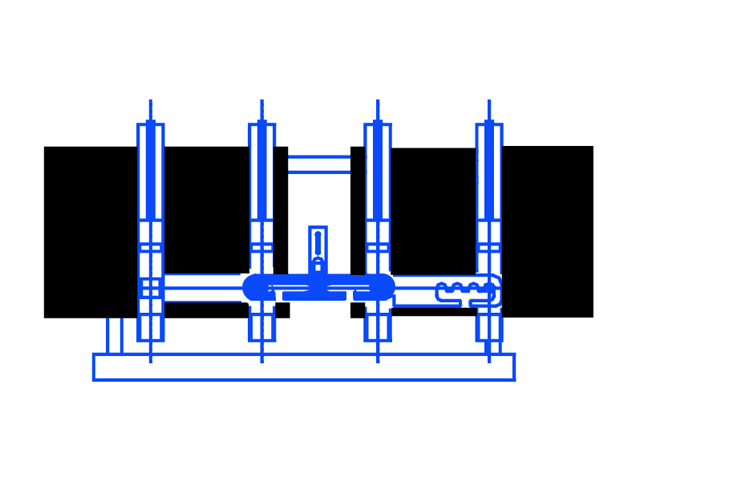
1) Souder tuyau à tuyau avec la configuration d'origine.
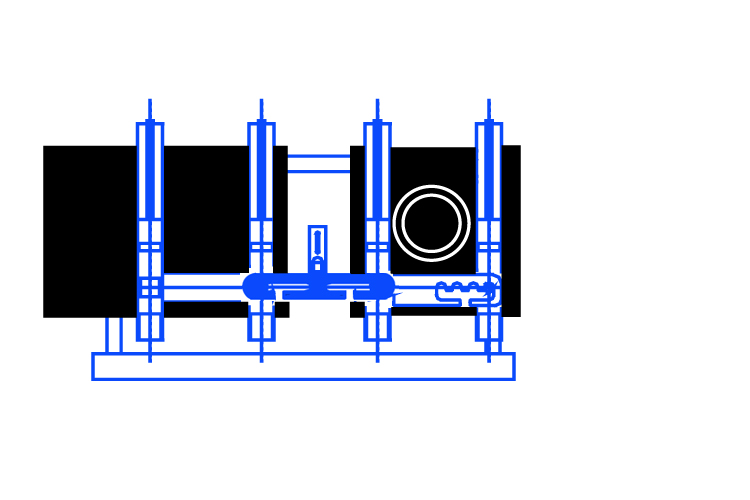
2) Souder un tuyau avec un raccord avec la configuration originale.
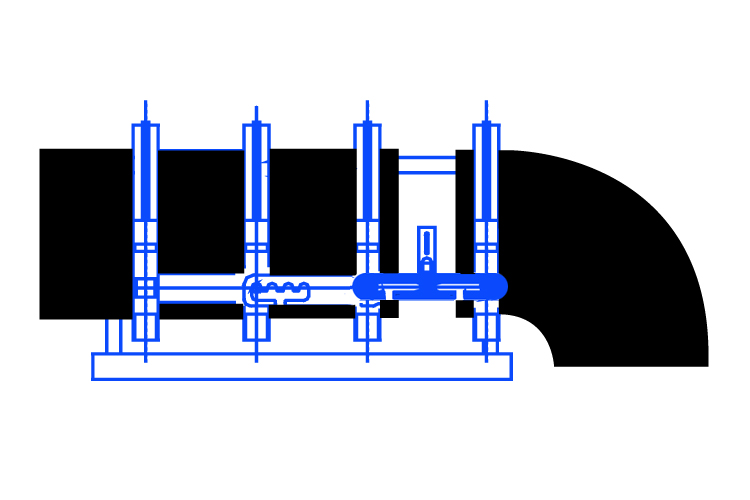
3) Soudage de tube avec raccord ou avec coude court Pour effectuer ces soudures, il est nécessaire d'enlever les tiges d'écartement et de les utiliser pour fixer l'étau mobile au chariot mobile. Pour faciliter la fixation des coudes courts, l'utilisation d'un étau à tête émoussée est recommandée.
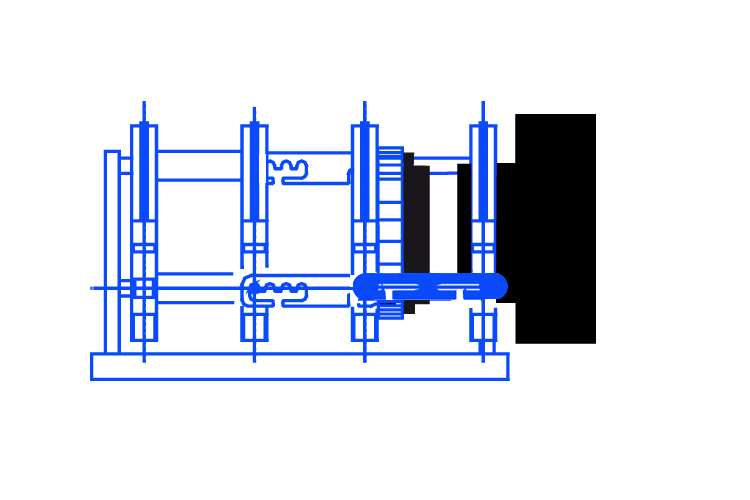
4) Soudure d'angle avec plieuse ; la configuration du corps de base est la même que la précédente, pour le soudage des évasements à emboîtement court, le dispositif de soudage des évasements est nécessaire, composé d'un disque en aluminium sur la surface duquel les diamètres extérieurs des évasements sont poinçonnés et de quatre pinces qui coulissent dans les logements appropriés. Les pinces sont bloquées au repère correspondant au diamètre à l'aide de boulons. Le dossier est fixé à l'accessoire en serrant les quatre vis afin qu'elles appuient sur sa surface externe, garantissant son verrouillage. L'appareil de soudage par pliage est muni d'un anneau qui permet de le monter dans n'importe lequel des étaux
5) Soudage de tuyau avec collet, dans ce cas les soudures peuvent être réalisées avec deux configurations.
6) Soudage de tuyau avec collet, dans ce cas les soudures peuvent être réalisées avec deux configurations.
Positionnement et préparation de la machine à souder
Lors d'une utilisation sur des chantiers, nous recommandons l'utilisation de convoyeurs à rouleaux spéciaux pour faciliter le glissement des tuyaux à souder et éviter de soumettre la machine à des contraintes excessives.
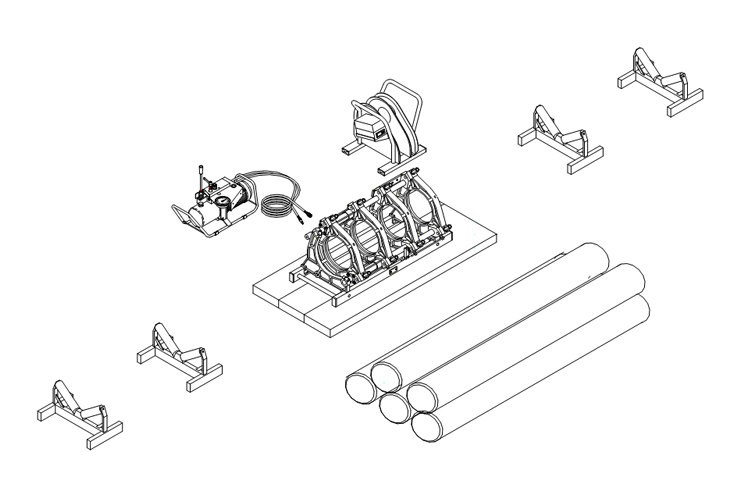
Placer les composants de la machine sur une surface plane et régulière, si nécessaire utiliser des panneaux en bois. La disposition recommandée des éléments est indiquée sur la figure.
Connectez l'unité hydraulique au corps de base avec les raccords rapides appropriés.
Connectez le contrôleur, le couteau et la plaque chauffante à la prise de courant en vous assurant que la tension d'alimentation correspond à leur tension nominale dans un 10%.
Attention, l'élément chauffant commence à chauffer !
Régler la température du miroir en fonction de l'épaisseur du diamètre et de la matière du tuyau à souder (voir tableaux joints au manuel).
Sélectionner les réductions correspondant au diamètre du tube à souder (la valeur du diamètre est poinçonnée sur les réductions elles-mêmes),
assembler les huit demi-coquilles en les insérant dans les fentes du logement des étaux et en les fixant avec le système approprié.
Chaque série de réducteurs comprend deux demi-anneaux « étroits » pour faciliter la préhension des raccords à tige courte.
Alignement et rabotage
Préparer le chariot mobile en position complètement ouverte.
Retirez les mâchoires supérieurs en desserrant les écrous de serrage.
Positionner les deux tuyaux/raccords à souder en prenant soin de laisser suffisamment d'espace pour l'insertion du cutter, remonter les colliers supérieurs et serrer les écrous.
Vérifier l'alignement des tuyaux/raccords en rapprochant les surfaces à souder, les désalignements éventuels peuvent être corrigés en agissant sur les écrous de serrage centraux ou en faisant tourner les tuyaux. Le décalage maximum ne peut pas dépasser 10% d'épaisseur de tuyau/raccord jusqu'à un maximum de 2 mm.
Nettoyer les extrémités des tuyaux/raccords en éliminant complètement toute trace de poussière et de saleté, si nécessaire nettoyer avec un détergent approprié.
Insérez le rabot entre les surfaces à souder en l'insérant dans les fentes appropriées du bâti, insérez la goupille de sécurité et démarrez le moteur.
Rapprochez lentement les extrémités des tuyaux/raccords à souder des lames de coupe, ce qui commencera à enlever de la matière ; si cela ne se produit pas, augmentez légèrement la pression (une augmentation excessive peut faire griller le moteur). Le fraisage peut être considéré comme terminé lorsque les copeaux sortent de manière continue et uniforme des deux côtés et que la largeur des copeaux est égale à l'épaisseur du tuyau/raccord. Éteignez le cutter et placez-le dans son étui.
Amener les surfaces à souder en contact et vérifier que tout détachement est inférieur aux limites indiquées dans le tableau ci-dessous.
| Diamètre extérieur (mm)400 | Lumière maximale (mm)0.51.0 |
Détection de la pression d'inertie
Avant de commencer le cycle de soudage, il est nécessaire de mesurer la valeur de la pression d'inertie, cette valeur doit être ajoutée aux pressions de soudage dans les tableaux contenus dans le manuel. La valeur de la pression d'entraînement dépend des conditions opératoires de soudage (par exemple, longueur et poids du tube à entraîner, conditions générales de la machine, température ambiante de travail, etc.).
Comment détecter la pression de traînée ?
- Ouvrez complètement les chariots de la machine en agissant sur le levier comme indiqué dans le manuel.
- Tournez le bouton du régulateur de pression dans le sens inverse des aiguilles d'une montre jusqu'à la butée.
- Tourner le levier de by-pass de pression dans le sens des aiguilles d'une montre jusqu'en butée.
- Amener le levier en position de fermeture des chariots (les chariots ne se ferment pas car il n'y a pas de pression).
- Tournez lentement le bouton du régulateur de pression dans le sens des aiguilles d'une montre jusqu'à ce que les chariots commencent lentement à se déplacer.
- Pendant le déplacement des chariots, lire la pression relative sur le manomètre (=pression d'inertie).
Le cycle de soudage
POUR LE SUCCÈS DU SOUDAGE, LA MACHINE DOIT ÊTRE UTILISÉE UNIQUEMENT PAR DU PERSONNEL CORRECTEMENT FORMÉ.
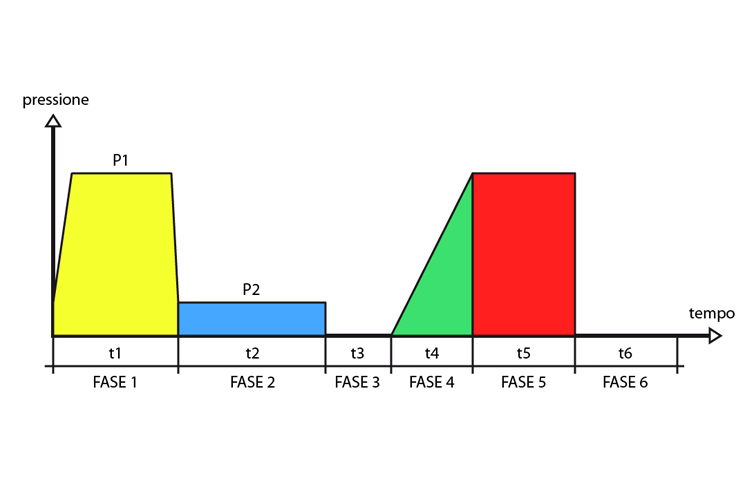
Le cycle de soudage est divisé en 6 PHASES distinctes :
LA PHASE 1 Approche et préchauffage (sous pression)
Insérer la thermoplaque entre les éléments à souder, faire pivoter le détachement de la thermoplaque vers l'intérieur de la machine en y insérant la fourche de support. augmenter la pression de poussée en agissant sur le levier et avec le levier du distributeur en position crochet. La valeur de la pression exercée peut être lue sur le manomètre en bar.
Cette phase se termine après un temps t 1 dès qu'apparaît sur les extrémités à souder un anneau de matière fondue dont la largeur est indiquée dans les tableaux de soudage.
PHASE 2 Chauffage
Lorsque l'anneau fondu apparaît, la pression est réduite en tournant le levier dans le sens inverse des aiguilles d'une montre et maintenue constante pendant un certain temps t 2
PHASE 3 Extraction du miroir
Une fois le temps t 2 écoulé, il faut ramener la pression à zéro (en tournant le levier E dans le sens inverse des aiguilles d'une montre) et écarter rapidement les deux côtés des tubes à souder (en amenant le levier du distributeur en position ouverte) pour permettre retrait du thermoélément. Il est important de vérifier que le détachement de la thermoplaque est positionné vers l'extérieur de la machine après avoir retiré le thermoélément.
Rapprocher les deux surfaces à souder en fermant les chariots et en agissant sur le levier de by-pass pour obtenir une pression légèrement supérieure à la pression d'entraînement (afin de ne pas avoir une sortie brutale de matière au moment du contact entre les deux surfaces ).
PHASE 4 Pression de soudure atteinte
Une fois que le contact entre les deux surfaces à souder a eu lieu, la pression doit être amenée à progressif et continu à la valeur de pression de soudure de la PHASE 5 en une seule fois t 4 en tournant le levier de by-pass dans le sens des aiguilles d'une montre et avec le levier du distributeur en position de fermeture du chariot
ÉTAPE 5 Soudage sous pression
La valeur de pression atteinte dans la phase précédente doit être maintenue pendant un temps égal à t 5. Pendant cette phase, le levier du distributeur doit être amené en position neutre car la valeur de pression est maintenue même lorsque le moteur est arrêté.
Une fois la soudure terminée, avant de desserrer les colliers supérieurs, la pression doit être ramenée à zéro.
PHASE 6 Temps de repos ou de refroidissement (en dehors de la machine)
Une fois la phase de soudage sous pression terminée et le produit retiré de la machine, il est bon d'attendre encore un certain temps t 6 (minutes) avant de solliciter la soudure (mise sous pression, transport lourd ou autre).